
· Constant temperature and humidity metering room
Bearing manufacturing is an industry with high processing accuracy requirements in the mechanical manufacturing industry. The metal materials used have the characteristics of thermal expansion and cold contraction. The processing accuracy is greatly affected by temperature changes. The error caused by temperature influence in measurement is called temperature error. For the whole measurement system, it is also called system error, which is an important factor in length measurement. The constant temperature and humidity measuring room adopts the Hi-Frui constant temperature and humidity machine. The temperature is controlled at 20 ℃ ± 1 ℃, and the humidity is controlled at 40% - 50%. The influence of the ambient temperature on the measurement results is minimized, so that the quality of the products of the HXMZ bearing is effectively guaranteed.


· Advanced measuring and testing equipment
The TRIMOS HPD1500S length measuring machine produced in Switzerland will be used for length measurement; The contour shape will use SURFCOM 1910SD3-24 roughness profiler produced by Tokyo Precision, Japan, and VMA4030 video measuring instrument produced by Suzhou Tianzhun Precision Instrument; The roundness measurement will use the TALYROND565 cylindricity instrument produced by Taylor Company in the United Kingdom; In the future, large workpieces will be measured with Zeiss coordinates.

TRIMOS测长机 · 瑞士

粗糙度轮廓仪 · 日本东京精密
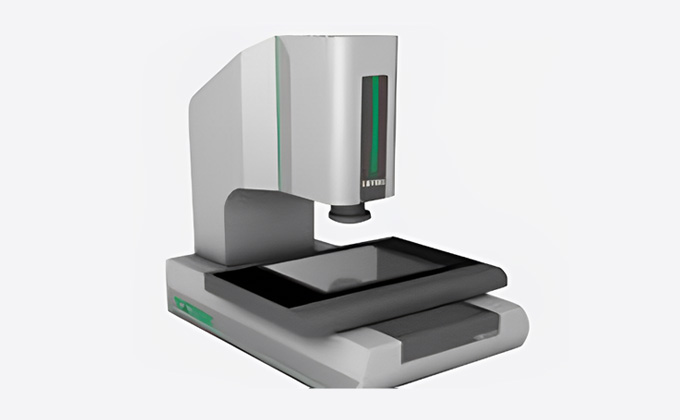
视频测量仪 · 苏州天准
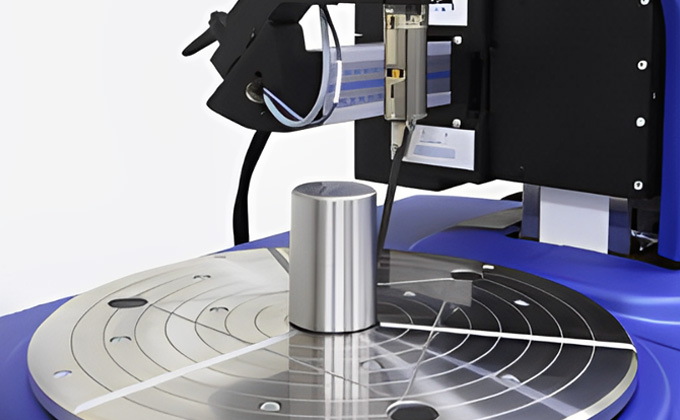
霍普森圆度仪 · 英国泰勒

材料组织显微镜 · 德国蔡司
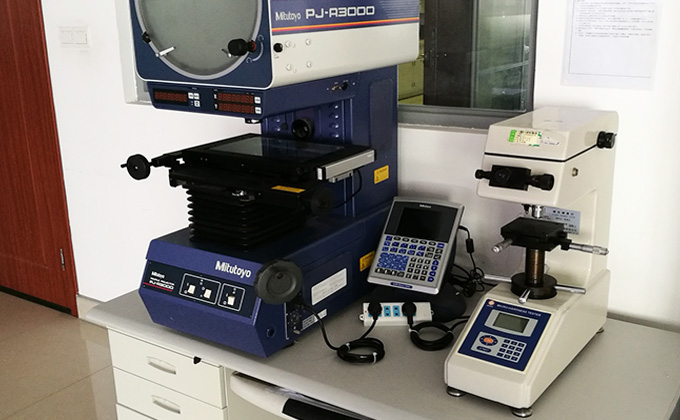
投影仪
· Quality control of purchased parts
The raw materials shall be selected from the material standards and steel plants (such as SKF3, 100Cr6, 52100, etc.) approved by international major brands such as TIMKEN, SKF, SHAEFLER, etc; Forging, turning and cage suppliers shall select suppliers recognized by international major brands (Dalian Fermas, Hongyang Forging, Halsha Cage, Liaocheng Jindi Cage, etc.).
Sign quality assurance agreement with the supplier; Regular supplier audit; Dispatch on-site quality control engineers when necessary; Advanced incoming inspection means and C0 sampling scheme; Standardized operation of internal control; The tolerance and accuracy requirements are strict to ensure that the PPM value is below 60; Traceability of product quality information.
· Self-made process control
The operator shall conduct self-inspection and self-control to achieve the participation of all staff through self-inspection and self-control, and achieve the following purposes: make the production personnel fully understand the control scope of the product; Make the production personnel respond to the abnormality in the fastest time; Make the production personnel fully understand the current product quality so that the production personnel can make improvement proposals according to the current situation.

微信公众号

微信小程序